Definitie:
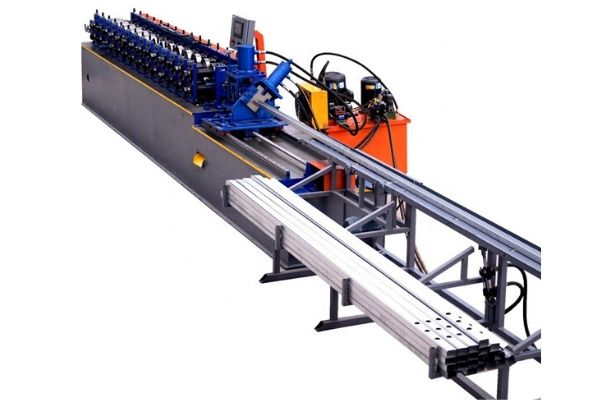
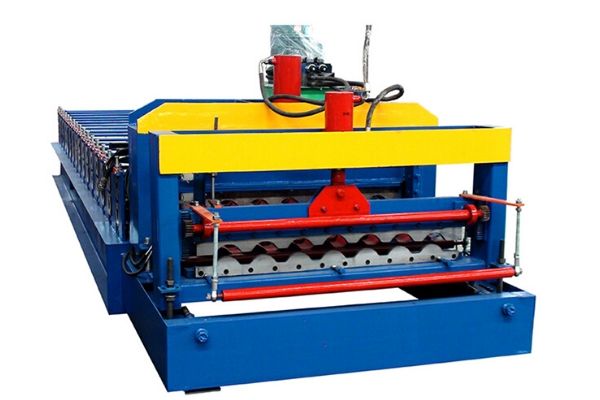
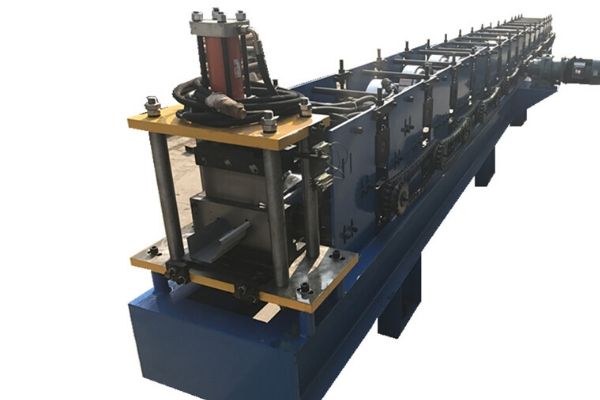
Dubbellaagse rolvormmachine is een productiemachine die bestaat uit afwikkelen, vormen, postformeren. De kleurenplaat is vlak en mooi van uiterlijk, uniform in verftextuur, hoog in sterkte en duurzaam, en wordt veel gebruikt in industriële civiele gebouwen, zoals de daken en muren van fabrieken, magazijnen, gymzalen, tentoonstellingszalen, theaters en enz. De componenten van de tegelpersmachine omvatten de hele machine van de stalen tegelpersmachine, het PLC-computerbesturingssysteem, het hydraulische pompstationsysteem en het volautomatische post-shear-systeem.
Producteigenschappen:
- De dubbellaagse rolvormmachine past automatische besturingssoftware op hoog niveau toe om het informatiebeheer van de productie te bereiken.
- Het automatiseringsbesturingssysteem van de hele unit maakt gebruik van een sterk geïntegreerd netwerk, waardoor het automatiseringssysteem beter wordt.
- Een dubbellaags rolvormmachine kan twee soorten tegels persen. Verschillende modellen zoals 840/900, 840/850, 860/910, twee willekeurige modellen kunnen terloops gecombineerd worden. Het grootste voordeel is dat hij een klein oppervlak inneemt wat ruimte bespaart, en volledig automatisch computergestuurd is. Tijdens het bedrijf kan echter slechts één type plaat worden geproduceerd, wat overeenkomt met twee enkellaagse rolvorming
- De machine kan meerdere sets met verschillende gegevens instellen om verschillende lengtes van afgewerkte producten te produceren.
De juiste voeding operatie methode van de verdubbelen-laag rolvormmachine:
Bij het voeden van de dubbellaagse rolvormmachine, is het eerste waar we op moeten letten dat het vlakke stalen plaatmateriaal moet worden uitgelijnd met de drukrol van de rolvormmachine en dat beide lagen moeten worden uitgelijnd om ervoor te zorgen dat ze zullen niet bewegen tijdens het voeren.
Wanneer de dubbellaagse rolvormmachine aan staat, kunnen we de stalen kleurplaat met de hand indrukken om de taak van het duwen van het toevoermateriaal te beëindigen en tegelijkertijd een veilige afstand tot de persrol van de rolvormmachine te waarborgen. Als blijkt dat de kleurstaalplaat wordt belemmerd of het materiaal niet kan worden ingevoerd, moeten we de mechanische apparatuur op tijd uitschakelen en vervolgens de kleurstaalplaat aanpassen.
Nadat de aanpassing is voltooid, volgt u de stappen zojuist. Trek bij het verzamelen niet met de hand aan de gekleurde stalen plaat. Laat de gekleurde stalen plaat actief vallen en dan kunt u deze na het vallen met de hand terugtrekken. Als we het met de hand trekken als het niet af is, zal dit de vervorming van de gekleurde stalen plaat erachter veroorzaken, wat veel afval zal genereren en ook veel materiaal zal verspillen.
De specificatie van dubbellaags rolvormmachine:
Product: dubbellaags rolvormmachine
Type tegel: Gekleurd/Glazuurstaal
Spanning: 380V 50Hz 3 fasen
Productiecapaciteit: 15-20m/min
Gewicht: 10.5 ton
Vermogen (W): 5.5 kW + 5.5 kW
Materiaaldikte: 0.3-0.8 mm
Afmeting (L*B*H): 9500*1500*1650MM
Rolmateriaal: 45 # staal met hard verchroomd 0.07 mm
Schachtmateriaal: 45# staalverwerking
Maaisysteem: Hydraulische geleidekolom stopt met snijden
Materiaal snijblad: Cr12Mov
Dikte van de middelste plaat: 16 mm
Prijs: $ 15,000.00 - $ 21,000.00
Inspectie en Monderhoud van het dubbellaags rolvormen Mpijn:
1. Voer regelmatige inspectie en onderhoud van elektrische apparatuur uit volgens de voorschriften. Ongebruikte bedrading van elektrische apparatuur moet worden verwijderd.
2. In geval van stroomuitval, indien zich op minder dan 0.8 meter afstand van het keuringspersoneel een elektrisch lichaam bevindt, dient isolatiemateriaal te worden gebruikt voor betrouwbare tijdelijke beschutting.
3. Wanneer blijkt dat het geleidende deel van de dubbellaagse rolvormmachine geaard is, voordat de stroomtoevoer wordt geblokkeerd, is het niet toegestaan om dichtbij te komen, behalve om de elektrische schok te redden. Het moet 3.8 meter verwijderd zijn van de persoon met een elektrische schok en 1.5 meter verwijderd zijn van in de kamer om schade door spanningspieken te voorkomen.
4. Elektriciens moeten de soorten en functies van elektrische circuits en elektrische apparatuur in de werkplaats kennen. Als ze de functies van elektrische apparatuur niet volledig begrijpen, is risicovol werk verboden.
5. De elektricien moet de staat van de motor, kabel, elektrische console en andere apparatuur zoals gepland controleren. Eventuele problemen die tijdens de inspectie worden geconstateerd, moeten tijdig worden verholpen. Controleer bij het controleren van de temperatuur van de motor eerst of er geen elektriciteit is en test vervolgens met de rug van de hand.
6. Behoudens tijdelijke bouwelektriciteit of tijdelijke maatregelen, mogen er geen tijdelijke kabels worden aangelegd en mogen er geen lampen willekeurig worden opgehangen. De originele elektrische circuits van schakelaars en stopcontacten die worden gebruikt in instrumentatiegereedschappen, lasmachines, enz. mogen niet zonder toestemming worden gewijzigd.
Redenen voor Deffecten in de Preproductie Process van Double-laag rolvormen Mpijn:
- De zakvormige golf is voornamelijk te wijten aan de laterale trekspanning en laterale spanning die wordt gegenereerd tijdens het buigproces van de plaat, en de rek van het plaatmateriaal in de dikterichting is relatief klein. Volgens de relatie tussen de materiaalvervorming, zal de vervorming geconcentreerd zijn. De delen trokken samen en vervormden langs de lengterichting.
- Er zijn veel redenen voor het longitudinaal buigen van de dubbellaagse rolvormmachine. Een van de belangrijkste redenen is dat de randen van de doorsnede worden onderworpen aan de trekkracht bij het buigen van de zijkant, die probeert de gehele doorsnede in de lengterichting uit te rekken, maar niet voldoende is om de gehele stijve doorsnede te verlengen, wat resulteert in het fenomeen dat de voorkant van het opgerolde stuk omhoog of omlaag buigt.
- De randgolf is een zakvormige golf en is een veel voorkomend defect. De productie ervan is voornamelijk de synthese van twee effecten: één effect is hetzelfde als het mechanisme van de zakgolf. Het is omdat het materiaal in het buigende deel van de doorsnede wordt onderworpen aan dwarstrekspanning, die dwarstrekspanning veroorzaakt. In het geval dat de spanning in de dikterichting niet groot is, treedt longitudinale krimp op en genereert het randgedeelte randgolven als gevolg van drukspanning. De tweede is dat het materiaal aan het randgedeelte wordt uitgerekt en afgeschoven om langer te worden onder invloed van externe kracht, en vervolgens wordt samengedrukt en opnieuw afgeschoven om plastische vervorming te veroorzaken die randgolven veroorzaakt. Deze twee effecten worden op elkaar gesuperponeerd om een zijgolf te vormen.